3-х осевой ЧПУ(CNC) станок из подручных материалов (рабочий макет).
Данный ЧПУ станок был закончен пол года назад. На его неспешное изготовление ушло около двух месяцев. Конструкция практически полностью основана на компонентах от старых матричных принтеров EPSON и обрезках различных материалов. Присутствует небольшое количество самодельных деталей изготовленных на токарном станке.
На создание данного станка подвигло желание узнать, можно ли сделать что-то работоспособное из хлама и, наконец, пустить накопившийся вышеозначенный хлам в дело. Так же хотелось реализовать потребность работы с пластиком ПВХ – выкройка деталей для различных самодельных конструкций с приемлемой точностью.
Статья представляет собой фотообзор с комментариями и немного видео работы станка. Каких либо чертежей в материале нет и не будет, так как станок изготавливался исходя из габаритов того, что есть в наличии.
Итак… данный агрегат представляет собой 3-х осевой ЧПУ(CNC) станок портального типа с подвижным рабочим столом по оси Х. Данная схема обладает более высокой жесткостью по сравнению с подвижным порталом. Основой корпуса станка является ламинированный ДСП. Детали корпуса скреплены с помощью саморезов на клею.
Основные характеристики ЧПУ станка:
• Рабочие ходы осей
X – 180 мм
Y- 220 мм
Z- 80 мм
• Максимальная скорость подач до 500 мм в мин.
• Шпиндель - гравер 160 вт., обороты от 10000 до 35000 об. в мин.
В качестве осевых направляющих были использованы направляющие от матричных принтеров различных диаметров:
• по оси Х – 14 мм
• по осям Y и Z – 12 мм
Осевые втулки скольжения выточены из бронзы и запрессованы в алюминиевые самодельные корпуса. Втулки подгонялись вручную с помощью регулируемой развертки.
Приводные винты представляют собой строительные шпильки диаметром 10 мм с метрической резьбой шага 1,5 мм. Приводные гайки самодельные из бронзы с компенсацией люфта. Винты установлены между радиально-упорными подшипниками и имеют возможность предварительного поджима. Сами подшипники в установлены в стальных самодельных корпусах. Оси двигателей соединены с приводными винтами посредством алюминиевых муфт.
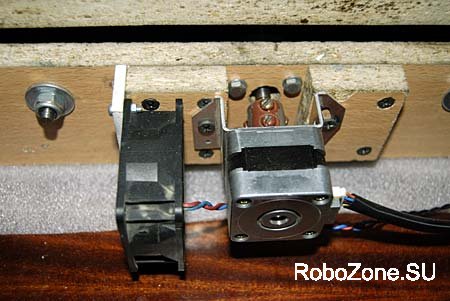
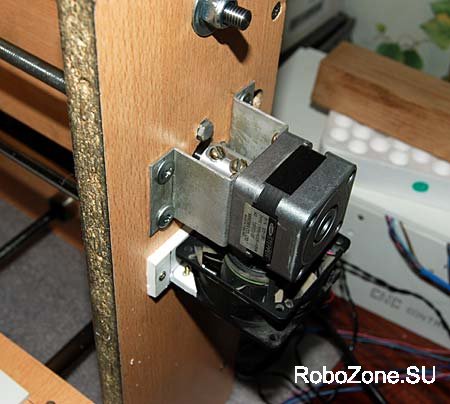
Приводные двигатели – униполярные шаговые 17PM-H005-P2VA изъяты из старых матричных принтеров EPSON. Номинальный ток 0,75А на фазу.
Документация на шаговый двигатель:
В моем случае на них подано порядка 1,3А так как на своем номинале момента маловато. Из-за повышенного нагрева были установлены куллера для охлаждения каждого двигателя. Поданное напряжение на двигатели порядка 35 вольт. Питание логической части станка – 12 вольт.
Управляющая электроника упакована в простенький самодельный корпус и состоит из 3-х микрошаговых контроллеров шагового двигателя на базе PIC18F2320 V4.1 , интерфейсной платы с опторазвязкой LPT порта для ЧПУ (CNC) станка первой версии и трансформаторного блока питания на два напряжения – 35 и 12 вольт. Микрошаговые контроллеры работают в режиме 1/16 шага. Управляющая программа станка – Mach 3.
Первоначальные тесты и дальнейшая эксплуатация станка выявили вполне приличную точность по пластику и дереву – порядка 0,1 мм. В один проход с максимально возможной скоростью была проведена тестовая вырубка по пластику толщиной 8 мм – станок справляется, точность приемлема, но чувствуется, что это его предел. Пластик 3 и 5 мм толщиной обрабатываются без проблем в один проход, что собственно и требовалось от данного агрегата. За время эксплуатации станок показал себя вполне надежным аппаратом, точность сохраняется до сих пор, общая жесткость конструкции не изменилась, ходовые винты и гайки в норме. Естественно станок по сути своей представляет собой рабочий макет и для серьезной и длительной эксплуатации непригоден в силу используемых конструкционных материалов.
Видео работы станка. Вырубка по контуру, встречное фрезерование. Пластик ПВХ толщиной 5 мм. Один заход, скорость подачи 450 мм/мин. Фреза однозаходная 2,5 мм диаметр.

 станок из подручных материалов (рабочий макет).")
 станок из подручных материалов (рабочий макет).")
 станок из подручных материалов (рабочий макет).")
 станок из подручных материалов (рабочий макет).")



 станок из подручных материалов (рабочий макет).")
 станок из подручных материалов (рабочий макет).")


 станок из подручных материалов (рабочий макет).")
 станок из подручных материалов (рабочий макет).")